压铸铝行业的四种底子工艺分别是退火、正火、淬火和回火,这四种工艺被称为压铸中的“四把火”,其在压铸过程中,淬火与回火的关系非常密切,两者缺一不可。
据了解,退火是给工件加温,当加热到恰当温度时,根据所选用的材料的不同,对铝铸件进行缓慢冷却,已达到金属内部组织靠近平衡情况。
正火是将工件加热到合适的温度后在空气中冷却,主要用于材料的切削功用,也可用于对一些需要不高的零部件作为结束压铸。
淬火是将工件加热保温后,在水、或者由以及其他无机盐溶液等淬冷介质中冷却,经过此道工序,生产出来的钢件将会变硬,同时也使钢件变脆。
为了使钢件脆性降低,可将淬火后的钢件放置于650摄氏度以下高于常温的某一温度进行长时间的保温,然后进行冷却,这被称为回火。铝铸件的应用铝材料和铝合金具有良好的流动性和可塑性,因此可以做出各种形状复杂、难度大的铝铸件,用铝合金和金属铝铸造的铸件具有较高的精度和表面光洁度,这在很大程度上减少了铸件的机械加工量、降低了劳动强度、同时节约了电力、金属材料。
因其具有较高的内在质量和外在质量,铝铸件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、传动机械制造、仪器、园林美化、电力建设、等各个行业中,成为压铸业的新宠。
铝铸件的结构设计:
1、考虑壁厚的问题,厚度的差距过大会给填充带来影响;
2、考虑脱模的问题,这点在铝压铸实践中非常重要,现实中往往会呈现这样的问题。这比注塑脱模难处理多了,所以拔模斜度的设置和动定模脱模力的计算要特别注意,通常拔模斜度为1~3度,通常考虑到脱模的顺利性,外拔模要比内拔模的斜度要小些,外拔模也就1度,而内拔模要2~3度左右;
3、设计时考虑到模具设计的问题,如果有多个方位的抽心位,尽量的放两头,佳不要放在下位抽心,这样时刻长了下抽心会容易出问题;
4、有些铝铸件外观能够会有特别的要求,如喷油、喷粉等,这时就要时布局避开重要外观方位便于设置浇口溢流槽;
5、在布局上尽量的避免呈现导致模具布局复杂的布局呈现,如,不得不使用多个抽心或螺旋抽心等;
6、对于需进行表面加工的零件,注意,需要在零件设计时给适合的加工留量,不能太多,不然会把里面的气孔都暴露出来的,也不能太少,不然粗精定位一加工,黑皮还没处理掉,你就等再在模具上打火花了,那给多少呢,留量佳不要大于0.8mm,这样加工出来的面基本看不到气孔的,因为有硬质层的保护;
7、再有就是注意选料了,是用ADC12还是A380等,要看具体的要求;
8、铝合金没有弹性,要做扣位只要和塑料配合;
9、通常不能做深孔,在开模具时只做点孔,然后再后加工;
10、如果是薄壁零件则不能太薄,而且要用加强肋,增加抗弯能力。由于铝铸件的温度要在800摄氏度左右。模具寿命通常比较短,通常做如电机外壳的话只要80K左右就会损坏了。
铝铸件产生气孔缺陷的原因:
1、精炼除气质量不良产生的气孔
当铝合金凝固时,便有大量的氢析出以气泡的形态存在于铝合金铝铸件中。
减少铝液中的含气量,防止大量的气体在铝合金凝固时析出而产生气孔,这就是铝合金熔炼过程中精炼除气的目的。如果在铝液中本来就减少了气体的含量,那么凝固时析出气体量就会减少,因而产生的气泡也显著减少。
因此,铝合金的精炼是非常重要的工艺手段,精炼质量好,气孔必然少,精炼质量差,气孔必然多。
2、排气不良产生的气孔
在铝合金压铸中,因模具的排气通道不畅,模具排气设计结构不良,压铸时型腔内的气体无法顺畅排出,造成在产品某些固定部位存在气孔。
3、压铸参数不当
在压铸生产中压铸参数选择不当,铝液压铸充型速度过快,使型腔中气体不能及时平稳的挤出型腔,而被铝液的液流卷入铝液中,因铝合金表面冷却,被包在凝固的铝合金外壳中,无法排出形成了较大的气孔。
4、缩气孔
铝合金同其它材料一样,在凝固时产生收缩,铝合金的浇铸温度愈高,这种收缩就愈大,单一的因体积收缩产生的气孔是存在于合金后凝固部位,呈不规则形状,严重时呈网状。往往在产品中,它与凝固时因氢气析出的气孔同时存在,在氢析出气孔或卷气孔的周围存在缩气孔,在气泡周围有伸向外部的丝状或网状气孔。
5、壁厚差过大
壁厚中心是铝液后凝固的地方,也是易产生气孔的部位,这种壁厚处的气孔是析出气孔和收缩气孔的混合体,不是一般措施所能防止的。
在铝铸件加工的过程中,铝合金可进行各种形式的浇铸,其中包括砂型铸造(黏土砂、水泥沙、化学硬化砂型等)、金属型铸造、壳型铸造、石膏型铸造、离心铸造、连续铸造以及压力铸造等,在其中以砂型铸造为普遍。
在砂型铸造中,浇注系统的设计为重要,先应将洁净的金属液由浇勺或浇包引入型腔内,这样才能较高的出品率。浇注系统尺寸的设计也尤为重要,可采用查表法,计算法或直接采用经验数据,但后还是要采用实际的实验进行检验和修改。一般来说查表发用的比较普遍。要根据铝铸件的重量和尺寸来确定浇铸的速度及流量。其次在铝铸件加工的过程中还要注意铝铸件所留冒口的尺寸和形状。确定冒口尺寸的方法用很多,有计算法热节圆法和图标法等。对于形状来说,一般采用弧形或其他形状,也可根据经验求出所用冒口的体积。再有就是铝铸件浇铸的温度了,一般的铝铸件在600度到700度之间,对于特种铝铸件也可温度调整。
浇铸系统完成后,要经过长时间的自然冷却后将铝铸件取出,这样的铝铸件不会因温度过高产生变形,也不容易产生微观缩孔和晶內偏析,从而减少针孔率的大量产生。
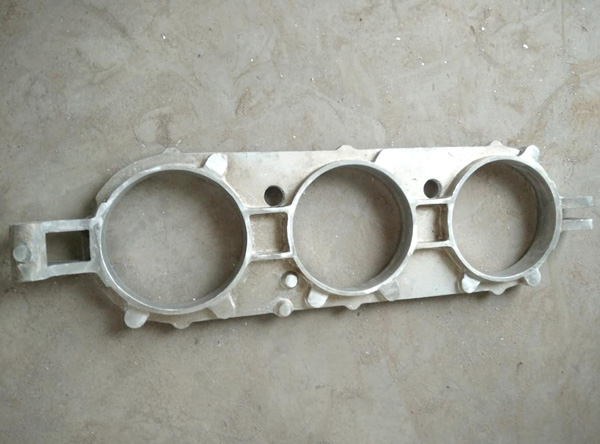
铝铸件其结构较为复杂,有多个孔和凹槽,生产难度较大。该阀体在现有的工艺条件下生产,出现了较为严重的缩气孔,气密性试验不合格,铸件质量不过关等现象。以该阀体为例,就如何减少铸件缺陷和提高产品合格率为出发点,开展了铝铸件剖析、数值模拟及试验应用等方面的研究,主要工作和结论如下:
1、对阀体铝铸件进行了详细剖析,分析了整套质量检验流程,统计了缺陷类型及其位置分布,确定了缺陷多发区域,同时阐述缺陷形成机理并提出初步解决方案。
2、建立合金充型和凝固过程的数学模型,利用ProCAST软件对阀体铸件进行数值模拟,分析铸件的充型和凝固过程,预测了可能产生缺陷的区域,其结果与生产实际基本吻合。
3、根据浇注和排溢系统的设计原则,针对实际压铸缺陷,对浇注排溢系统进行优化设计,提出了两种设计方案,根据数值模拟结果,对两种方案的优缺点进行比较分析,得出佳优化方案。
4、根据正交试验法,设计了九组数值模拟方案,对铸件的充型过程、凝固过程以及缺陷预测进行综合分析,确定了佳工艺参数组合(6.2m/s的压射速度,650℃的浇注温度和220℃的模具预热温度)。
5、通过修改浇注排溢系统结构和工艺参数进行压铸试验,的铝铸件缺陷少,尺寸,满足实际使用要求。