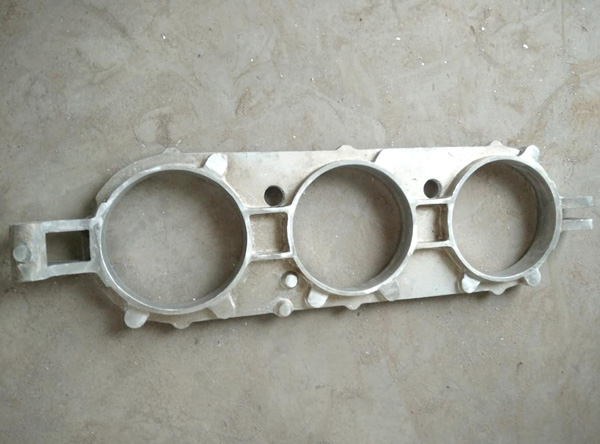
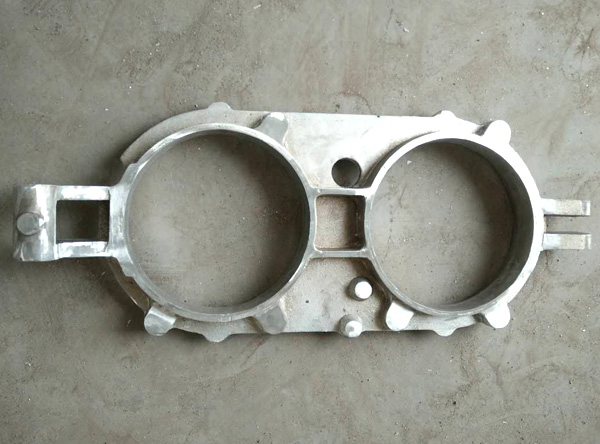
压力铸造简称压铸,在压力作用下使熔体填充型腔,铸件组织致密、力学、尺寸、加工余量小等。根据压力高低可大体分为低压铸造与高压铸造两类,后者的模具费用较高,特别适合于汽车铝铸件的大批量生产,,总的费用相当低。目前几乎全部轿车变速器壳、离合器壳、水泵壳、化油器壳、转向机壳等都为铝合金压铸件。
压铸工艺的主要参数是压射力、比压、熔体填充速度、填充时间、保压时间、熔体温度和模具温度。由于熔体在高温、高速、高压下填充型腔,不可避免地会卷人气体,所以出了一批新的工艺,如真空压铸法、充氧压铸法、低速充填压铸法“精速密”压铸法(又称Acurad法即acurate,rapid,dense)、低速中压填充(NDC)铸造法等,它们都是无孔隙压铸新工艺。因此,应根据压铸件特点地控制工艺参数,合理地设计和制造铸型(包括浇注系统、溢流排气系统、铸型冷却系统、模具加热及平衡控制系统),选用合适的涂料及喷涂技术。压铸时铝熔体温度比合金熔点高40℃~100℃;模具温度和热平衡是实现 铸造至关重要的条件,对于一般压铸件,以取出铸件铸型型腔表面温度为合金熔点的40%左右。
真空压铸法抽气管的真空度为22kN/㎡一27kN/㎡,在0.15s内达到4kN/㎡的负压。真空压铸件品质取决于真空度高低,通常压铸件经T6处理后含气量在0.1mL/(100gAl)以下。充氧法生产的压铸件的含气量约0.05mL/(100gAl),仅为普通压铸法的1/10,而其氧化铝含量约为普通压铸件的3倍,但是以微细的(1μm)氧化铝粒存在,产品少量的微孔隙,耐压性能良好。
低速充填压铸法铝熔体的浇注速度为1m/s左右,为常规压铸速度的1/20、1/60。压铸件的壁厚 大于6mm,形状也不宜复杂。Acarad法的基本原理可归结为:控制压型冷却,大截面浇口,慢填充速度,双冲头压射活塞。NDC法采用螺旋浇注法,铝熔体沿压射壁的螺旋浇道注人,空气不易混人熔体中,填充速度低,时间是传统压铸法的20倍;由于在加压下凝固,组织致密,辅以适当热处理,可以提高铝铸件的力学性能;可以生产需要砂芯成型的工件,铸件耐压,气密性好,日本广泛采用此法生产轿车空压机机体、摩托车气缸盖、车轮、排气21的发动机缸体。